

Источник материала: информационный портал “Machinery Lubrication” (Смазка машинного оборудования)
Авторы: Боб Эрричелло, Джейн Мюллер

Когда происходит серьезное повреждение механизма, кто-то становится ответственным за анализ отказа, определение его причины и рекомендации по решению проблемы. Компания может прибегнуть к помощи своего собственного инженера, внешнего консультанта или выбрать оба варианта. Если консультант вызван, это должно быть сделано как можно раньше.
Хотя аналогичные процедуры применимы к любому анализу отказов, конкретный подход может варьироваться в зависимости от того, когда и где проводится проверка, характера отказа и временных ограничений.
Когда и где
В идеале инженер, проводящий анализ, должен проверить отказавшие компоненты как можно скорее после сбоя. Если ранняя проверка невозможна, кто-то на месте должен сохранить доказательства, основанные на инструкциях аналитика (диагноста).
Если подходящая возможность для демонтажа и проверки гидромашины (гидронасоса, гидромотора) отсутствует на месте, возможно, потребуется найти другое место или привезти необходимое оборудование на место.
Природа неудачи
Условия отказа могут определять, когда и как проводить анализ. Например, если шестерни повреждены, но все еще в состоянии функционировать, компания может решить продолжить их эксплуатацию и контролировать скорость, с которой повреждение прогрессирует. В этом случае пробы смазочного материала должны быть взяты для анализа, резервуар осушен и промыт, а смазка заменена.
Если возможность дальнейшего применения гидромашины критическая, необходимо проверить зубчатые колеса с помощью магнитного контроля частиц, чтобы убедиться в отсутствии трещин. Этап мониторинга будет состоять из периодической проверки шестерни на предмет повреждений путем визуального осмотра и измерения шума и вибрации.
Сроки
В некоторых ситуациях высокая стоимость отключения оборудования ограничивает время, доступное для проверки. Такие случаи требуют тщательного планирования. Например, разделение задач между двумя или более диагностами сокращает необходимое время.
Подготовка к проверке
Перед посещением места аварии опросите контактное лицо, находящееся на месте аварии, и объясните, что вам необходимо проверить гидромашину, включая персонал, оборудование и условия труда.
Попросите квалифицированного техника разобрать оборудование под вашим руководством. Но, убедитесь, что никакая работа не делается на гидромашине, пока вы не приедете. Это означает отсутствие разборки или очистки. В противном случае техник может непреднамеренно уничтожить “улики”.
Убедитесь, что имеются чертежи гидромашины, инструменты для разборки и соответствующие средства контроля.
Запросите как можно больше справочной информации, в том числе номера деталей производителя, время работы редуктора и подшипника, историю обслуживания и тип смазки, документацию на оборудование.
Теперь пришло время собрать свое инспекционное оборудование, в том числе такие предметы, как увеличительное стекло, измерительные инструменты, маркеры наконечников из войлока, оборудование для отбора проб смазки и фотографическое оборудование. Хорошо продуманный набор форм контроля для гидромашины, шестерен и подшипников должен быть на первом месте вашего списка.
Проверка отказа
Перед началом проверки просмотрите справочную информацию и историю обслуживания с контактным лицом. Затем опросите тех, кто занимается монтажом, эксплуатацией, техническим обслуживанием гидромашины. Поощряйте их рассказывать все, что они знают о гидромашине, даже если они чувствуют, что это не важно.

После завершения интервью, объясните свои цели технику, который будет работать с вами. Просмотрите сборочные чертежи гидромашины, проверяя наличие потенциальных проблем с разборкой.
Визуальный осмотр
Перед разборкой гидромашины внимательно осмотрите ее внешний вид. Используйте форму проверки в качестве руководства, чтобы гарантировать, что вы записываете важные данные, которые в противном случае были бы потеряны после начала разборки. Например, перед разборкой необходимо зафиксировать состояние уплотнений и шпоночных пазов. В противном случае, будет невозможно определить, когда любое повреждение могло произойти. Перед полной разборкой гидромашины необходимо иметь схемы контакта зубьев зубчатых колес.
После внешнего осмотра разберите гидромашину и проверьте все внутренние компоненты, как неисправные, так и неповрежденные. Внимательно изучите функциональные поверхности зубьев зубчатых колес и подшипников и запишите их состояние. Перед чисткой деталей ищите признаки коррозии, загрязнения и перегрева.
После первоначального осмотра промойте компоненты растворителями и повторно изучите их. Это исследование должно быть настолько тщательным, насколько это возможно, потому что оно часто является самым важным этапом расследования и может дать ценные подсказки. Увеличительное стекло и карманный микроскоп являются полезными инструментами для этого исследования.
Важно проверить подшипники, потому что они часто дают подсказки о причине отказа шестерни. Например:
- Износ подшипника может вызвать чрезмерный радиальный зазор или концевой люфт.
- Повреждение подшипника может указывать на коррозию, загрязнение, электрический разряд или отсутствие смазки.
- Пластическая деформация между роликами и дорожками качения может указывать на перегрузки.
- Отказ шестерни часто следует за отказом подшипника.
Картины контакта зуба шестерни (выполните этот шаг перед разборкой компонентов гидромашины для проверки). Способ, которым соприкасаются сопрягаемые зубья зубчатых колес, показывает, насколько хорошо они выровнены (рис.ниже). Для испытаний без нагрузки, покрасьте зубы одной шестерни маркировочной краской. После этого, сверните зубы через сетку, чтобы смесь перенесла картину контакта к неокрашенной шестерни. Снимите шаблон с шестеренки скотчем и перенесите его на бумагу, чтобы иметь соответствующую запись.

Для нагруженных испытаний, покрасьте несколько зубов на одной или обеих шестернях лаком. Запустите шестерни под нагрузкой на достаточное время, чтобы стереть лак и установить контактные образцы. Сфотографируйте образцы.
Замечания к документу дефектовки
Опишите все важные наблюдения в письменном виде, используя эскизы и фотографии, где это необходимо. Идентифицируйте и маркируйте каждый компонент (в том числе шестерни и опорные ролики), чтобы он был четко идентифицирован в описании, эскизах и фотографиях. Особенно важно отметить все подшипники, в том числе бортовые и подвесные, чтобы их расположение в гидромашине можно было определить позже.
Последовательно описывайте компоненты. Например, всегда начинайте с одной и той же детали подшипника и проходите через детали в одной и той же последовательности. Это помогает избежать упущения каких-либо свидетельств.
Сосредоточьтесь на сборе доказательств, а не на определении причины выхода из строя. Независимо от того, насколько очевидной может показаться причина, не делайте выводов, пока не будут рассмотрены все доказательства.
Геометрия шестерни
Емкость нагрузки редуктора необходимо будет рассчитать позже. Для этого необходимо получить следующие геометрические данные, либо из шестеренок и корпуса редуктора, либо из их чертежей:
- Число зубьев
- Наружный диаметр
- Ширина лицевой поверхности
- Разбивочное расстояние корпуса гидромашины для каждого набора шестерен
- Глубина зубьев
- Толщина зуба (и пядь и верхнее измерение)
Образцы для лабораторных исследований
Во время осмотра вы начнете формулировать гипотезы относительно причины поломки. Имея в виду эти гипотезы, отбирают образцы для лабораторных испытаний. Возьмите сломанные детали для лабораторной оценки или, если это невозможно, убедитесь, что они будут сохранены для последующего анализа.
Образцы масла могут быть очень полезны. Но, эффективный анализ смазки зависит от того, насколько хорошо образец представляет собой рабочую смазку. Для отбора проб из дренажного клапана коробки передач сначала изымите застоявшееся масло из клапана. Затем возьмите образец в начале, середине и конце слива. Для отбора проб из резервуара необходимо взять пробы сверху, посередине и вблизи дна. Осмотрите масляный фильтр и магнитную пробку на предмет наличия износа и загрязнений.
Пробы из барабана или резервуара для хранения масла могут обнаружить такие проблемы, как чрезмерное количество воды в масле из-за неправильного хранения.
Определите тип неисправности
Теперь пришло время изучить всю информацию и определить, как отказала шестерня (или шестерни).
Может присутствовать несколько режимов сбоя, и вам необходимо определить, какой из них является основным, а какие-второстепенными, что может привести к сбою. В таблице ниже (перевод – под таблицей) перечислены шесть основных классов режимов отказа зубчатых колес, из которых первые четыре являются наиболее распространенными. Понимание этих четырех общих режимов позволит вам определить причину сбоя.

1. Усталость при изгибе. Этот распространенный тип отказа – медленный прогрессивный отказ, вызванный повторной загрузкой. Это происходит в три этапа:
- Начало трещины. Пластическая деформация происходит в областях концентрации напряжений или разрывов, таких как выемки или включения, приводящие к микроскопическим трещинам.
- Распространение трещин. Гладкая трещина растет перпендикулярно максимальному напряжению растяжения.
- Перелом. Когда трещина становится достаточно большой, она вызывает внезапный перелом.
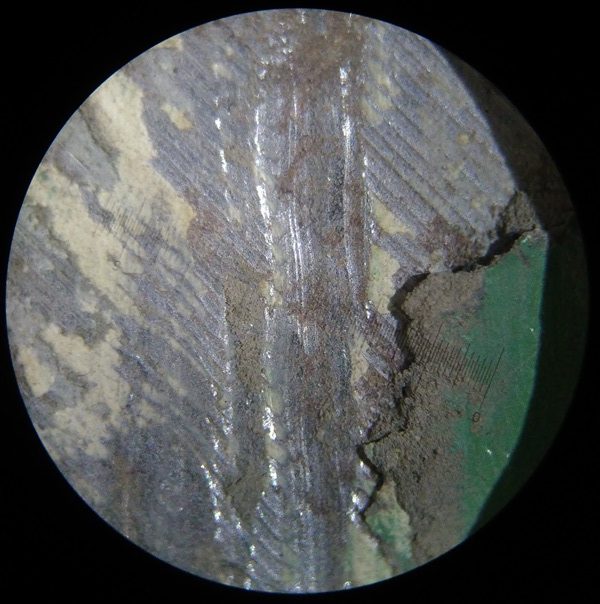
По мере распространения усталостной трещины она оставляет серию «пляжных следов» (видимых невооруженным глазом), которые соответствуют позициям, где трещина остановилась (рис. 2). Происхождение трещины обычно окружено несколькими концентрическими изогнутыми пляжными отметками.

Большинство усталостных разрушений зубьев зубчатых колес происходит в области скругления корней зубьев (рис. 3), где циклические напряжения меньше предела текучести материала и число циклов больше 10 000. Это состояние называется усталостью высокого цикла. Большая часть усталостной долговечности тратится на инициирование трещин, в то время как для распространения трещин требуется более короткое время.

Концентрации напряжений в скруглении часто вызывают возникновение нескольких трещин, каждая из которых приводит к образованию отдельных трещин. В таких случаях трещины распространяются на разных плоскостях и могут соединяться, образуя ступеньку, называемую трещоткой (Рис.2).
2. Контактная усталость. В другом режиме разрушения, называемом контактной или Герцевой усталостью, повторяющиеся напряжения вызывают поверхностные трещины и отрыв металлических фрагментов от контактной поверхности зуба (Рис. 4). Наиболее распространенными типами поверхностной усталости являются макропиттинг (видимый невооруженным глазом) и микропиттинг.

Макропиттинг происходит, когда усталостные трещины начинаются либо на поверхности, либо под ней. По мере роста трещин они “заставляют” кусок поверхностного материала вырваться, образуя яму с острыми краями.
Основываясь на типе повреждения, макропиттинг классифицируется как непрогрессивный, прогрессивный, спад или хлопья. Непрогрессивный тип состоит из ям диаметром менее 1 мм в локализованных областях. Эти ямы распределяют нагрузку более равномерно, удаляя высокие точки на поверхности, после чего питтинг прекращается.
Прогрессивный макропиттинг состоит из ямок диаметром более 1 мм, которые покрывают значительную часть поверхности зуба.
В одном типе, называемом орфографией, ямы сливаются и образуют нерегулярные кратеры на большой площади.
В макропиттинге хлопьев тонкие хлопья материала вырываются и образуют треугольные ямы, которые относительно неглубоки, но велики по площади.
Микропиттинг имеет замороженное, штейновое или серое запятнанное возникновение. При увеличении видно, что поверхность покрыта очень мелкими ямками (металлургические секции, проходящие через эти ямы, имеют усталостные трещины, которые могут простираться глубже, чем ямы).
3. Износ. Износ поверхности зубьев зубчатых колес включает удаление или перемещение материала вследствие механического, химического или электрического воздействия. Тремя основными видами износа являются адгезия, истирание и полировка. Адгезия – это перемещение материала с поверхности одного зуба на поверхность другого за счет сварки и разрыва (Рис. 5). Оно ограничено к слоям окиси на поверхности зуба. Адгезия классифицируется как слабая или умеренная, в то время как тяжелая адгезия называется потертостью (описанной позже).

Как правило, мягкая адгезия возникает во время обкатки коробки передач и спадает после того, как она изнашивается с локальных дефектов с поверхности. Для невооруженного взгляда поверхность кажется неповрежденной, а следы обработки все еще видны. Умеренная адгезия удаляет некоторые или все следы обработки с контактной поверхности. При определенных условиях это может привести к чрезмерному износу. Истирание вызвано загрязнением смазочного материала, таким как песок, окалина, ржавчина, стружка при обработке, шлифовальная пыль, брызги при сварке и остатки износа. Он выглядит как гладкие, параллельные царапины или выбоины (Рисунок 6).

Степень истирания варьируется от легкой до тяжелой. Мягкое истирание состоит из мелких царапин, которые не удаляют значительное количество материала с поверхности контакта с зубом, в то время как умеренное истирание удаляет большинство следов обработки.
Сильное истирание, при котором удаляются все следы обработки, может привести к появлению ступеней износа на концах контактной поверхности и в области основания. Толщина зуба может быть значительно уменьшена, а в некоторых случаях кончик зуба уменьшается до острого края.
Наконец, полировка – это мелкомасштабное истирание, придающее зубчатым зацеплениям зеркальную поверхность (Рисунок 7). Увеличение показывает поверхность, которая должна быть покрыта мелкими царапинами в направлении скольжения. Полировке способствуют химически активные смазки, которые загрязнены мелким абразивом.

Полировка варьируется от легкой до тяжелой. Его мягкая форма, ограниченная высокими точками на поверхности, обычно возникает во время приработки и прекращается до удаления следов обработки. Умеренная полировка удаляет большинство следов обработки.
Сильная полировка удаляет все следы обработки с поверхности контакта зуба. Поверхность может быть волнистой или иметь ступени износа на концах области контакта и в области основания.
4. Срывание. Сильная адгезия или истирание переносят металл с поверхности одного зуба на поверхность другого (рис. 8). Как правило, это происходит в дополнении или отступлении в полосах вдоль направления скольжения, хотя концентрации нагрузки могут вызывать локальные потертости. Поверхности имеют шероховатую или матовую текстуру, которая при увеличении кажется порванной и пластически деформированной.

Истирание варьируется от легкой до тяжелой. Легкая потертость возникает на небольших участках зуба и ограничивается поверхностными пиками. Как правило, это не прогрессивно.
Умеренная потертость возникает в участках, которые покрывают значительную часть зубов. Если рабочие условия не меняются, это может быть прогрессивным.
Серьезные потертости возникают на значительных участках зуба зубчатого колеса (например, на всем дополнении или на конце). В некоторых случаях поверхностный материал пластически деформируется и смещается над кончиком зуба или в корень зуба. Если не исправить, это обычно прогрессивно.
Анализ в тестах и расчетах
Во многих случаях неисправные детали и данные проверки не дают достаточно информации для определения причины отказа. Когда это происходит, обычно необходимы расчеты конструкции зубчатых колес и лабораторные испытания для разработки и подтверждения гипотезы о вероятной причине.
Расчеты редукторов. Данные геометрии зубчатого колеса, собранные ранее, помогают оценить напряжение контакта зубьев, напряжение изгиба, толщину смазочной пленки и температуру контакта зубьев зубчатых колес на основе передаваемых нагрузок для каждой шестерни. Эти значения рассчитываются в соответствии со стандартами Американской ассоциации производителей зубчатых колес, такими как ANSI / AGMA 2001-B88, для цилиндрических и цилиндрических зубчатых колес.
Сравнение этих рассчитанных значений с допустимыми значениями AGMA помогает определить риск макропиттинга, усталости при изгибе и потертостей.
Лабораторное обследование и испытания. Микроскопическое исследование может подтвердить режим отказа или определить источник усталостной трещины. Для этой цели полезны как световые микроскопы, так и сканирующие электронные микроскопы (СЭМ). РЭМ с энергодисперсионным рентгеновским излучением особенно полезна для выявления коррозии, загрязнения или включений.
Если на основной режим отказа, вероятно, будет влиять геометрия зубчатого колеса, проверьте наличие геометрических или металлургических дефектов, которые могли привести к отказу. Например, если узоры контакта зубьев указывают на смещение или помехи, проверьте точность зубчатого колеса на машинах для проверки зубчатых колес. И наоборот, если узоры контактов указывают на хорошее выравнивание и рассчитанные нагрузки находятся в пределах номинальной зубчатой передачи, проверьте зубья на наличие металлургических дефектов.
Проводите неразрушающие испытания перед любыми разрушительными испытаниями. Эти неразрушающие испытания, которые помогают обнаружить дефекты материала или производства и предоставляют информацию о рейтинге, включают:
- Твердость и шероховатость поверхности.
- Магнитопорошковый контроль.
- Проверка кислотного травления.
- Проверка точности зубьев шестерни.
Затем проводят разрушающие испытания для оценки материала и термической обработки. Эти тесты включают в себя:
- Обследование микротвердости.
- Определение микроструктуры с использованием различных кислотных травлений.
- Определение размера зерна.
- Определение неметаллических включений.
- СЭМ микроскопия для исследования поверхностей разрушения.
Форма и результаты испытаний
Когда все вычисления и тесты завершены, вам необходимо сформировать одну или несколько гипотез для возможной причины сбоя, а затем определить, подтверждают ли эти гипотезы доказательства или опровергают их. Здесь вам необходимо оценить все собранные доказательства, в том числе:
- Документальное подтверждение и история обслуживания.
- Заявления от “свидетелей”.
- Письменные описания, зарисовки и фотографии.
- Геометрия зубчатых колес и контактные схемы.
- Расчеты редукторов.
- Лабораторные данные для материалов и смазочных материалов.
Результаты этой оценки могут привести к необходимости изменить или отказаться от первоначальных гипотез. Или проводить новые исследования.
Наконец, после тщательной проверки гипотез, вы пришли к выводу о наиболее вероятной причине отказа. Кроме того, вы можете определить вторичные факторы, которые привели к поломке.
Отчетность о результатах
Отчет об отказе должен содержать описание всех соответствующих фактов, обнаруженных в ходе анализа, проверок и испытаний, взвешивания доказательств, выводов и рекомендаций. Представьте данные кратко, желательно в виде таблиц или рисунков. Хорошие фотографии особенно полезны для описания характеристик ошибок.
Отчет обычно содержит рекомендации по ремонту оборудования или внесению изменений в конструкцию или работу оборудования для предотвращения будущих отказов.
Эта статья была первоначально опубликована в журнале Power Transmission Design.