
Инженеры ДК Гидро-Тест в текущем режиме выполняют выездной технический аудит, диагностику, настройку и подготовку заключений о техническом обследовании гидросистем тяжёлого промышленного оборудования.
Решение проблемы непроизвольного перемещения манипулятора GLAMA и его захвата
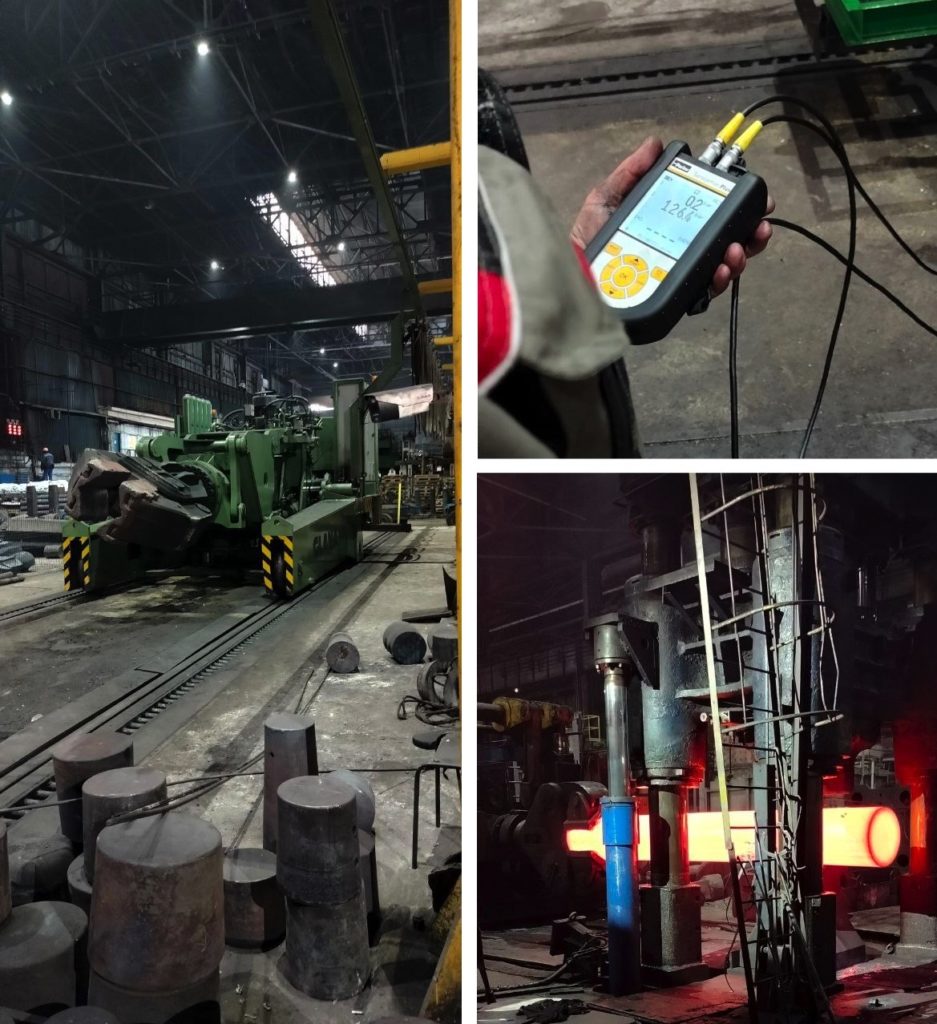
По результатам выездной диагностики гидравлической и электронной систем определены следующие неисправности и их причины:
- загрязнённость (наличие инородных тел) в каналах линии управления
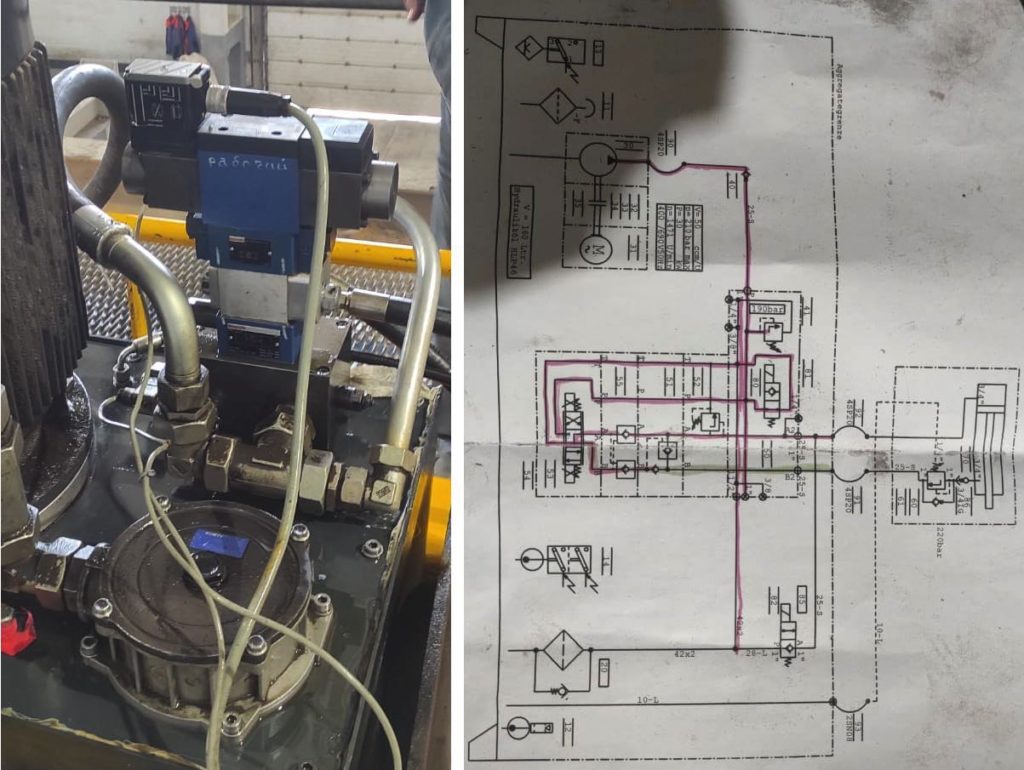
- неверная разводка гидросистемы, не соответствующая оригинальной гидросхеме
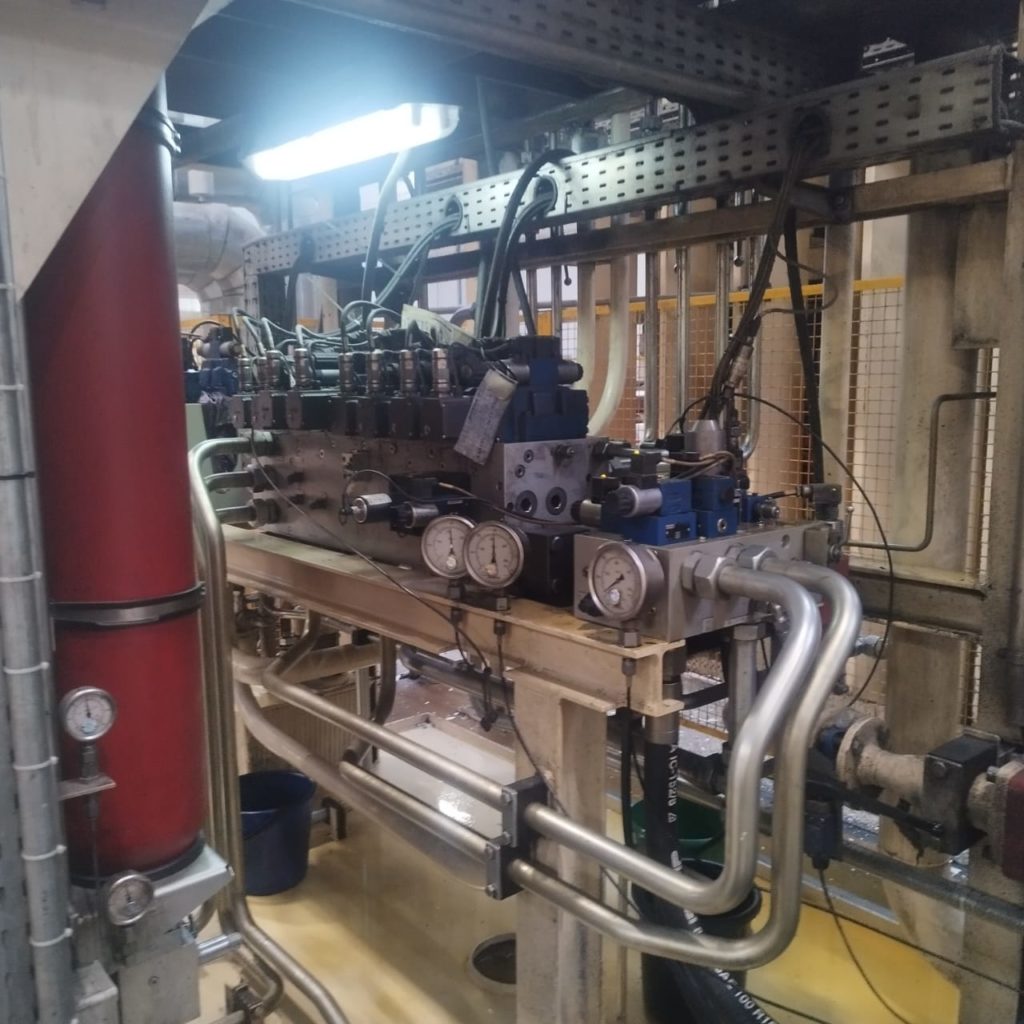
- в заводской документации все каналы управления подключены через фильтр тонкой очистки, но по факту выявлено, что линии управления сервораспределителями питаются от общей линии, где установлены фильтры грубой очистки – 25 мкм
- в случае засора подпиточных клапанов, встроенных в гидроблок и находящихся между сервораспределителем и гидромоторами – не происходит их окончательного закрытия и в нейтральном положении сервораспределителя одна из силовых линий гидромотора остаётся открытой, в результате чего происходит движение манипулятора.
- наиболее вероятной причиной указанной неисправности является загрязнение гидросистемы.
Заказчику выданы нижеследующие рекомендации.
Исходя из проведенных тестов гидростистемы манипулятора и анализа полученных данных предлагаем к выполнению нижеследующее мероприятия:
- Произвести чистку бака и гидросистемы, включая рабочее гидрооборудование – гидролинии, гидромоторы, гидроцилиндры.
- Предварительно на время промывки исключить из системы критичные к загрязнениям гидроузлы, а именно сервораспределители (временно заменить на дискретную гидроаппаратуру) и аксиально-поршневые гидронасосы (временно заменить на шестерённые гидромашины).
- Рассмотреть возможность приведения гидроразводки к оригинальной схеме или замены филтьтроэлеиментов с 25 мкм на 5 мкм, а также включения в гидросистему дополнительных фильтров. Проверить наличие фильтроэлементов на 10 мкм. Линии управления привести к штатной схеме с обязательной фильтрацией.
- После выполнения очистки (промывки) гидросистемы – перед запуском машины в работу – взять пробу масла на предмет определения следующих параметров: элементный анализ (Fe, Cr, Cu, Рb, Al и др.), кислотное число, кинематическая вязкость и индекс вязкости, массовая доля воды, класс чистоты
(ГОСТ 17216), код чистоты (ISO 4406). - Далее в процессе эксплуатации машины:
a. Включить систему на непрерывную фильтрацию в гидробаке;
b. Производить плановую замену фильтроэлементов и при возобновляющихся неисправностях, указанных выше – провести диагностику следующих компонентов: сервоклапанов, блокирующего верхнего каскада системы управления, распределителя блокировки, клапана блокировки. - Проводить удалённые консультации с инженерами Гидро-Тест.
Кроме того, для Заказчика разработан регламент технического обслуживания данного гидрооборудования.
Заказчиком выполнены рекомендации, что привело к устранению ранее существовавших проблем в работе гидросистемы промышленного оборудования.
Диагностический выезд на автоматизированный комплекс производства фанеры и пресс ламинирования
Заказчик обратился с проблемой неразвивающегося давления в гидросистеме.
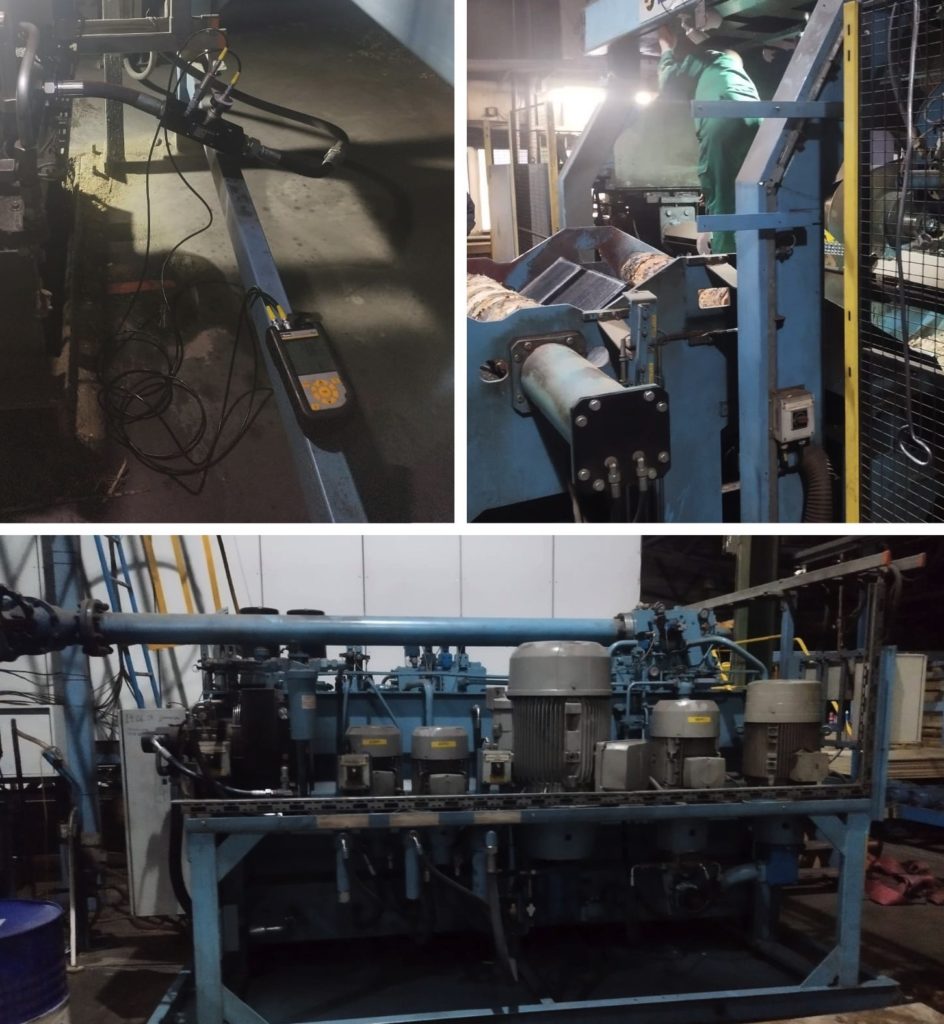
По результатам работы выданы рекомендации по ТО пресса, а также разработан регламент технического обслуживания с указанием периодичности и особенностей выполнения регламентных работ применительно к данному типу оборудования.
Основными позициям регламента является:
- Проверка уровня масла в баке
- Проверка степени засорения фильтроэлементов по индикатору
- Проверка наружных утечек визуально
- Проверка на шумы и вибрации гидронасосов
- Проверка надежности крепления гидроагрегатов
- Анализ и замена масла
- Чистка всасывающих фильтроэлементов, сапуна и бака
- Замена масляных фильтроэлементов
- Гидротест гидронасосов
- Гидротест управляющих гидроэлементов (гидроаппаратуры)
- Замена РВД
- Замена унифицированных узлов и деталей, отработавших ресурс
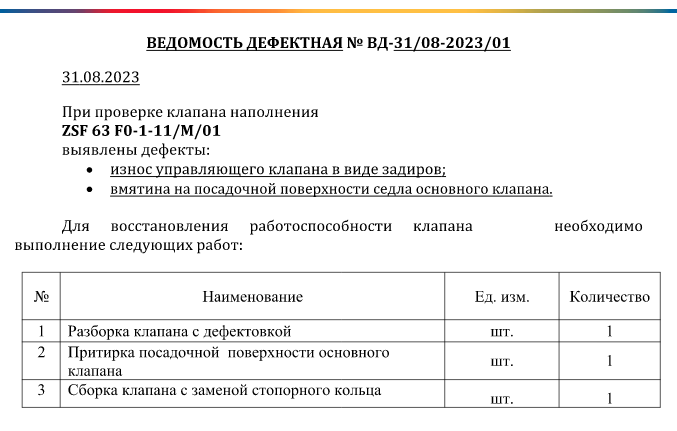
Выездная диагностика и последующий ремонт клапанной аппаратуры технологического оборудования (пресс холодной штамповки)
С целью выявления дефектного узла организована выездная работа инженера-гидравлика, определено и выполнено следующее:
- Система не развивает давление.
- По результатам диагностических работ локализован проблемный клапан.
- Клапан демонтирован и разобран – он в хорошем состоянии, но так как сомнений в его дефектности нет, клапан отправлен на дальнейшую дефектовку в наш испытательный цех.
- Во время притирки посадочных поверхностей обнаружена скрытая раковина.
- Дефектные внутренние поверхности клапана восстановлены.
- Клапан установлен на оборудование.
- Проблема спада давления ликвидирована.

Диагностика на выезде клапанной аппаратуры вибропресса HESS
По результатам тестов линии вибропресса определён проблемный узел в виде каскада клапанов, не отрабатывающий свою функцию согласно гидросхемы ввиду физической выработки.
Совместно с Заказчиком принято решение произвести подбор аналогов клапанов данной сборки и выполнить их поставку взамен дефектной.
Производителем аналогов выбран японский завод Yuken. На данном этапе аппаратура Юкен заказана и находится в производстве на японском заводе. Данные по результатам установки нового каскада будут обновлены.
Работа в городе Советский на предприятии лесопромышленного холдинга
ПРОБЛЕМА В РАБОТЕ: на линии ламинирования при запрессовке (набор основного давления Main pressure) давление набирается, клапаны отключаются, затем давление в линии начинает падать – доходит до минимально возможного значения и программа подаёт сигнал на подкачку давления. При нормальной работе падения давления не должно происходить. При этом аккумуляторы низкого и высокого давления разряжаются.
Заказчик пробовал заменять седельный клапан NG 40 и производить его регулировку, что результатов не дало.

РЕЗУЛЬТАТ ВЫЕЗДНОЙ ДИАГНОСТИКИ: выявлена утечка через шаровый кран, что являлось причиной разрядки гидроаккумуляторов. Кран заменён. Дефект в работе гидролинии устранён.
Диагностика промышленного оборудования в союзном государстве Республика Беларусь
Заказчик обратился в ДК Гидро-Тест с перечнем дефектов:
- Медленный набор давления в системе во время прессования.
- Гидроудары во время закрытия прессования.
- Потеря давления ~50 бар во время открытия прессования.
- Большая потеря давления в системе – в начале процесса прессования с 310 бар до 185 бар.
- Недобор давления во время прессования.
По результатам диагностики определён перечень гидравлической пропорциональной аппаратуры, подлежащей дополнительной диагностике и дефектовке на стенде испытательном, с целью чего данные клапаны демонтированы и отправлены в испытательный цех. Демонтированные клапаны на время заменены с ЗИП-склада Заказчика.